表1-32為該兩種機型成紗品質的比較。試驗條件為同粗 紗、同類膠輻、同壓力.各取10只管紗,3次平均。
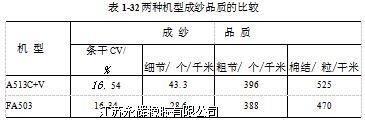
從表1-32成紗品質指標看,FA5O3型的成紗品質略好于A513C + V型牽伸,與通常的結論不同,分析原因有以下幾 點:
1.測試次數偏少,可靠性就較小,可能存在偶然或其他未知因素,影響試驗結果的正確性。
2.試驗中工藝參數不能完全相同,而影響成紗品質,如鉗口隔距V型牽伸為3. 5毫米,FA503型為3毫米;后牽伸倍 數V型牽伸為1. 378倍-FA503型為1. 3倍。
3.V型牽伸后區的優越性已得到公認,但后區主要起梳 理作用,對條干影響小。雖然兩種機型的牽伸前區無大區別, 而影響條干均勻度的主要因素浮游區長度是不同的,V 型牽伸的浮游區為13毫米,FA503型為12毫米,故后者成 紗品質較好。
4.V型牽伸適紡化纖產品,由于純棉品種纖維較短,含短 絨多,浮游區長度影響成紗品質更大,故不如FA503型優越。
5.一般情況,V型牽伸用ME666型軟膠輟,國產設備很少用。ME666型軟膠輯所起作用不能忽視。
|

 您現在的位置:
您現在的位置: