南京第一棉紡織廠1987年引進了瑞土立達公司的紡紗設備,細紗機的膠輟是隨機引進配套的ME666型軟膠轅。經過多年的運轉,前檔膠般自然消耗.損壞的膠輟多數2無法回磨使用。因資金原因工廠不可能再大最購買進U膠輾,如何合理選用國產膠輟替代進n膠輯、如何使瀕于報廢的進口鋁襯膠轅再利用是迫切要解決的課題1991年底試用自制 WRC - 871型復套式軟膠輯,取代進口膠輾,取礙了一定的效 果。
(一) 復套式膠撾的拝2
M套式膠飛是利用報廢的進「1鋁襯膠轅粗磨定直徑后,再以0. 1?().5毫米的套差套入-只薄型膠管,經磨礪變 成所需最大直徑的膠輻,即成復套式膠輻。
(二) 復套膠輸制作的關鍵
1.優選膠管型號 ME666型膠輾具有彈性好、硬度低、變形小、抗靜電等優點,從而使成紗條干質量穩定在烏氏 1989公報25%? 5()%的水平上,G5 '1型細紗機膠輯國產代 用,先后用NFR-878型、硬度邵氏A68的雙層膠管(如東紡 織橡膠廠產品).871型和849型冃.硬度邵氏A70的鋁襯膠管(無錫揚名橡膠廠產品).硬度邵氏A72膠管(無錫縣產品), WRC 871型、硬度邵氏A64的鋁襯膠管(無錫橡膠二廠產 品),分別套入國產7019型芯殼。紡紗對比試驗結果如表1-
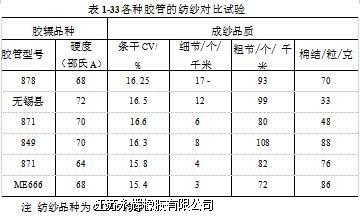
從表1-33數據看出:WRC-871型膠管條干水平較接近 進口膠輾。因此,選用WRC-871型為復套膠管外層的薄壁 膠管,為解決引進膠輻國產化找到了一條途徑。
2.選擇合適套差 復套膠輾的套差取0.10毫米、0.25毫 米、0. 40毫米、0. 50毫米,做成復套膠輾后進行徒手剝離強度 試驗。手感剝離粘結強度均可。0.25毫米套差的膠輻套入省力,且粘結劑外溢微量;0. 10毫米套差的膠輻既好套且不外溢。上述試驗說明,套差大,套時易將小膠輾表面粘結劑擠岀, 影響粘結牢度;套差小,小膠輻與薄壁膠管之間可能產生位移,造成脫殼。正確選擇合適的套差是復套膠輾制作的關鍵, 最后選擇0. 25毫米為復套膠輾的套差。
3.粘結劑涂層的均勻度制作復套膠輾的另一關鍵是粘結劑涂層的均勻度。粘結劑太多易溢岀,且加速固化使結膜變硬,影響紡紗質量。粘結劑太少,粘接牢度不夠,造成膠輻中空脫殼。涂粘結劑要掌握均勻,以保證牢度。剖析脫殼的膠輻, 發現多數是因粘結劑少所造成的。
|

 您現在的位置:
您現在的位置: